Полуавтоматическая сварка в

Импульсная сварка полуавтоматом - что это? Руководство по импульсной сварке
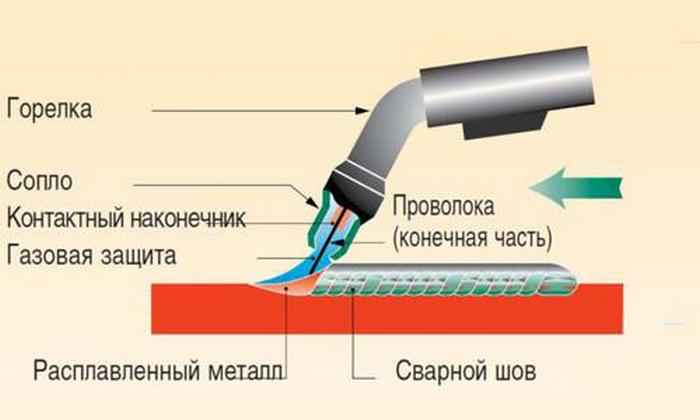
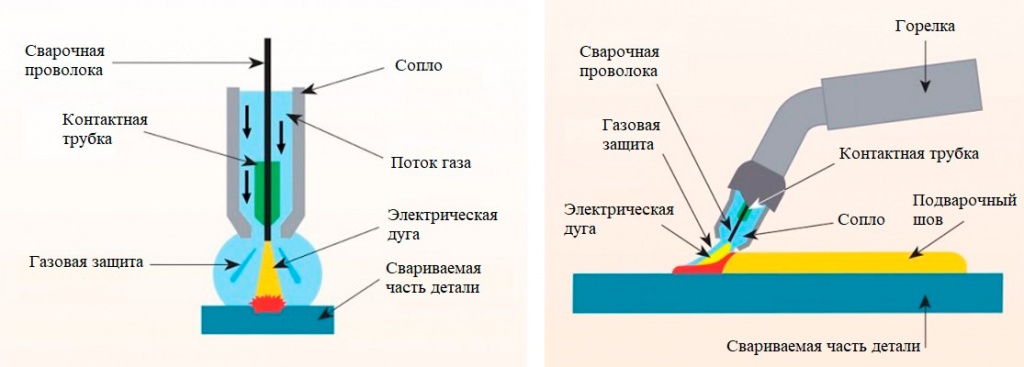
Полуавтоматическая сварка - процесс сварки, при котором электродная проволока подается с постоянной скоростью в зону сварки и одновременно в эту же зону поступает углекислый газ, аргон или другой газ, который обеспечивает защиту расплавленного или нагретого электродного и основного металлов от вредного воздействия окружающего воздуха. Защитный газ при этом подается из баллона через редуктор. Кроме того, что полуавтоматическая сварка обеспечивает высокое качество шва, значительно облегчается поджиг дуги, резко возрастает удобство и скорость работы - сварщик избавлен от необходимости смены электродов и зачистки швов от шлака. Это полуавтоматическая сварка в среде защитного газа — наиболее универсальный и распространенный в промышленности метод сварки стали.














Причиной тому служит высокая производительность и качественный результат при довольно простой автоматизации процесса. Особенности этого вида сварки делают ее практически универсальной для применения как в промышленности, так и на небольшом частном производстве и в быту. Работа сварочным полуавтоматом требует определенных навыков, но вполне доступна для новичков, желающих освоить сварку с целью ремонта или создания металлоконструкций. Полуавтомат избавляет сварщика от ручной подачи присадочного материала и необходимости постоянной замены электрода в горелке. Нужно лишь установить необходимые параметры, а затем, удерживая необходимое расстояние до поверхности изделия, осуществлять движение вдоль линии стыка. Кромки свариваемых деталей расплавляются дугой, горящей между изделием и плавящейся электродной проволокой, непрерывно поступающей в дугу и служащей одновременно присадочным материалом.



.jpg)


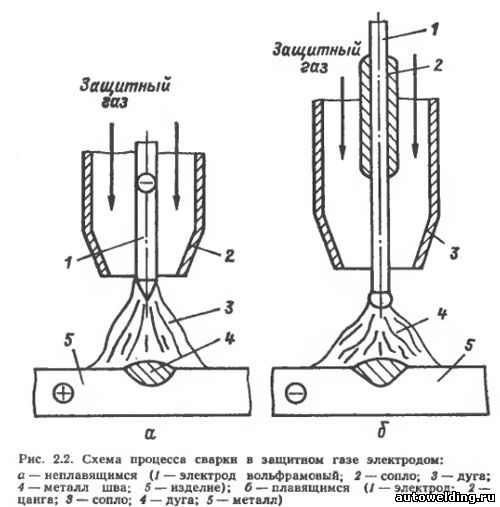
Все статьи. Причиной такого роста являются высокая производительность данного процесса сварки, а также простота его автоматизации. Данный рост произошел за счет вытеснения процесса ручной дуговой сварки покрытым электродом, который до этого являлся наиболее широко применимым способом сварки. В качестве защитного газа использовались аргон или гелий. Сварка выполнялась только в нижнем пространственном положении, при этом она давала изрядное количество брызг.